Fresatura simultanea a 5 assi Tornitura 60P-C

Scopu di furnizzioni
Tabella di funzioni di l'accessori standard (per piacè riferite à a funzione di cuntrollu per a parte di cuntrollu elettricu)
1. Controller Siemens 840DSL
2. Brand Propria cinque assi multi-funzione swing head
3. Mancu elettricu DGZX-24012/34B2-KFHWVJS
4. HSK-A63 40 rivista arnesi autumàticu u sistemu cambià strumentu
5.X / Y / Z cavu di sfera di rinfrescante viti drive
6. Slides lineari Roller (2 ognunu per l'assi X / Y / Z) - BOSCH REXROTH
7. X / Y / Z tri-assi rigulari otticu cumplettamente chjusu
8. Apparecchio di cuntrollu di temperatura di scatula elettrica
9. Spindle cooler
10. Dispositivo di rolling di chip spirale è carru di chip di ferru trasversale di ferru
11. L'acqua da u centru di u spindle, spray d'acqua annular
12. Colpu l'aria in u centru di u spindle, è sopra l'aria in l'anellu.
13. A luna crescente di a testa di cinque assi soffia l'acqua, è a luna crescente soffia l'aria.
14. 1 tipu di interlock di sicurità per e porte di travagliu frontali è laterali
15. Dispositivu di rinfrescante di circulazione di spindle.
16. Lampada fluorescente di travagliu impermeabile
17. Dispositivu di stazione idraulica
18. Unità di sonda infrared Renishaw OMP60
19. Renishaw Laser Tool Setter
20. Centralized centralized lubrication autumàticu dispusitivu
21. Operazione latu pulizia pistola acqua è interfaccia aria
22. Cutting liquid system cooling
23. Foglia protettiva cumpletamente chjusa
24. Scatola di l'operazione
25. A scatula elettrica hè furnita cù un climatizzatore
26. Volante elettronico Siemens
27. Interruttore di liberazione di l'arnesi di spindle à pede
28. Cuscinetti di livellu di fundazione è bulloni di fundazione
29. Strumenti d'aghjustà è casse di strumenti
30. Manuale Tecnicu
Parametru
| Mudellu | Unità | FH60P-C |
| Viaghjà | ||
| U viaghju di l'assi X | mm | 600 |
| U viaghju di l'assi Y | mm | 800 |
| U viaghju di l'assi Z | mm | 600 |
| Distanza da u nasu di u fustu à a superficia di a tavola di travagliu | mm | 150-750 |
| Testa di fresatura horizontale | mm | 30-630 |
| Alimentazione / velocità di muvimentu veloce | m/min | 40 |
| Forza di l'alimentazione | KN | 10 |
| Tavola rotativa (assi C) | ||
| Dimensione di a tavola di travagliu | mm | Ø630 |
| Carica max.tavola (mill) | kg | 2000 |
| Carica max.tavola (turnazione) | kg | 1000 |
| Tavola Rotray | rpm | 60 |
| Tavola di fresatura/turnazione (fresatura e tornitura composta) | rpm | 600 |
| Angulu di split minimu | ° | 0,001 |
| Mudellu | Unità | FH80P-C |
| Torque nominale | Nm | 807 |
| coppia massima | Nm | 1430 |
| Testa di fresatura oscillante CNC (asse B) | ||
| Gamma di swing (0 = Verticale / 180 = Livellu) | ° | -15~180 |
| Movimentu veloce è velocità di alimentazione | rpm | 80 |
| Angulu di split minimu | ° | 0,001 |
| Torque nominale | Nm | 743 |
| coppia massima | Nm | 1320 |
| Mandrino (fresatura e tornitura) | ||
| A velocità di u spinu | rpm | 12000 |
| Forza di spindle | Kw | 34/42 |
| Torque di u spinu | Nm | 132/185 |
| Spindle tapre |
| HSKA63 |
| Distanza da u centru di u fustu à superficia di guida di u fasciu | mm | 1064.5 |
| Mudellu | Unità | FH60P-C |
| Rivista di strumenti | ||
| Interfaccia di strumentu |
| HSKA63 |
| Capacità di a rivista di strumenti | PCS | 40 |
| Max.tool diametru / lunghezza / pesu |
| Ø85/300/8 |
| Interruttore di u strumentu (Utensile à) | S | 1.8 |
| Dispositiu di misurazione | ||
| Sonda infrarossa | Rensishaw OMP60 | |
| Strumentu di rilevazione di l'utensili in l'area di trasfurmazioni di travagliu |
| Rensishaw NC4F230 |
| Capacità di trasfurmazioni |
|
|
| Diametru max.drilling (acciaio mediu) |
| Ø40 |
| Diametru max.tapping (acciaio mediu) |
| M24 |
| Max.Diametru di fresatura (acciaio mediu) |
| 250 |
| Précision de position (ISO230-2 et VDI3441) | ||
| Precisione di pusizioni X / Y / Z | mm | 0,005 |
| X/Y/Z Repetite a precisione di pusizioni | mm | 0,004 |
| A precisione di pusizioni B/C |
| 8" |
| B/C Repetite a precisione di pusizioni |
| 4" |
| Mudellu | Unità | FH80P-C |
| Controller CNC |
|
|
| Sistema di cuntrollu |
| Siemens 840D |
| Altri |
|
|
| Altezza di a macchina (macchina generale) | mm | 2985 |
| Zona occupata per a macchina principale (L * W) | mm | 4300 x 2600 |
| Zona occupata per u magazinu di utensili (L * W) | mm | 2100 x 1250 |
| Zona occupata per trasportatore di chip (L * W) | mm | 3070 x 1065 |
| Zona occupata per u cisterna d'acqua (L * W) | mm | 1785 x 1355 |
| Superficie totale occupata per compie a macchina (L * W) | mm | 5200 x 3550 |
| Pesu di a macchina | Kg | 15000 |
Macchina CNCcontroller
| Sistema di cuntrollu | Siemens 840DSL (motore è drive) | ||
| Numero di assi di cuntrollu | Tornitura a fresatura simultanea a 5 assi (asse NC + mandrino, asse BC) | ||
| Cuntrolla simultanea di 5 assi Fresatura simultanea cù tornitura | asse di posizionamentu | Standard X, Y, Z, B, C | |
| interpolazione | linea dritta | X, Y, Z, B, C assi (X, Y, Z, B, C ponu esse compensati) | |
| arcu | X, Y, Z, B, C assi (X, Y, Z, B, C ponu esse compensati) | ||
| Unità d'istruzione minima | 0,001 um | ||
| unità di cuntrollu minimu | 0,1 nm | ||
| mostra | 19 LCD | ||
| mutore | Capacità triple di sovraccarichi cù codificatore assolutu (a pusizione di codificatore ùn hè mai persa) | ||
| Funzione di cumunicazione esterna | Interfaccia Ethernet è RS232C | ||
| Modu di funziunamentu | MDI, Auto, Manuale, Volantino, Origine (assoluta), REPOS | ||
| programmaticu | Editore di lingua ISO in linea | ||
| Capacità massima di almacenamiento di prugrammazione PLC | 2048 KB | ||
| Funzione d'interpolazione | Linee rette, cerchi attraversu è attraversu punti di centru, spirali, superfici fini, paràmetri d'alta velocità, etc. | ||
| U numeru di offsets di l'utensili | 512 gruppi | ||
| Ingrandimentu di u volante | 0,1/0,01/0,001 mm | ||
| Impostazione minima è unità di muvimentu | 1um/X,Y,Z | ||
| salvezza di dati | I dati di memoria ùn saranu mai persi quandu si spegne | ||
| rata di alimentazione | 0% - 150% | ||
| Ingrandimentu in avanti veloce | 0% - 100% | ||
| Interfaccia di input è output | Interfaccia Ethernet è RS232C, carta CF, salvezza di almacenamiento USB | ||
| lingua di visualizazione | Cinese è inglese | ||
Quantità standard di cunfigurazione
| No | Nome di l'accessori | unità | Qty |
| 1 | interruttore di cuntrollu di pede | set | 1 |
| 2 | Meccanismo di serraggio idraulico | set | 1 |
| 3 | Dispositivu di lubricazione centralizzata | set | 1 |
| 4 | sistema di rinfrescante | set | 1 |
| 5 | lampada di travagliu | set | 1 |
| 6 | Luce tricolore | set | 1 |
| 7 | ponte horizontale | Pcs | 1 |
| 8 | Fissazioni di macchine utensili | set | 1 |
| 9 | Pacchettu di Strumenta Standard | set | 1 |
| 10 | serratura di porta di sicurità | set | 1 |
| 11 | kit di fundazione | set | 1 |
| 12 | Installa l'attrezzatura di regulazione | set | 1 |
| 13 | Tappatura rigida e posizionamento multipunto del fuso | set | 1 |
| 14 | Trasportatore a vite è macchina automatica di rimozione di chip | set | 1 |
| 15 | Sistema idraulicu standard | set | 1 |
Configurazione di pezzi di outsourcing
| Nome di l'accessori principali | Origine | Marca | Rimarca |
| sistema CNC | Alemagna | Siemens | Siemens 840DSL |
| Mutore di fustu | Cina | Hao Zhi |
|
| Servomotore di l'assi X, Y, Z | Alemagna | Siemens |
|
| Spindle | coimpresa | Marca propria | Aduttà cuscinetti FAG tedeschi |
| Cuscinettu di fustu | Alemagna | FAG |
|
| Cuscinetti a vite | Alemagna | FAG |
|
| Guide lineari | Alemagna | Rexroth | Precisione à u livellu superiore |
| Asta di vite a sfera | Taiwan | HIWIN | Grade di macinazione C3 |
| Cumpunenti idraulichi | Cina | Marca propria |
|
| sistema di lubricazione automatica | Cina | Proton |
|
| sistema di rinfrescante | Cina | Marca propria |
|
| Sistema di illuminazione | Cina | Owen |
|
| luce d'avvertimentu | Cina | Owen |
|
| elettricu | Francia Germania | Schneider/Siemens |
|
| Prutezzione di a catena energetica | Cina | Junhong |
|
| Cavu di filu di cuntrollu | Alemagna | Lepurnani |
|
Specifiche Macchine principali |Configurazione strutturale rigida ottima
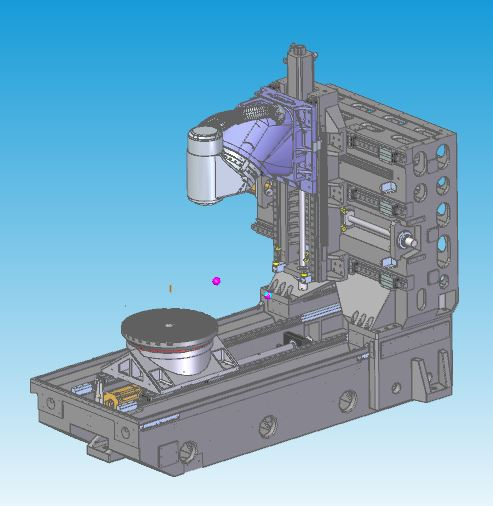
Funzioni di cuncepimentu |U megliu Disegnu Meccanicu di Analisi di Casting Wire
Struttura di fusione termosimmetrica di tippu di scatula cumpleta, utilizendu ghisa di alta qualità Meehanna
Trattamentu temperatu è invechjamentu naturali per eliminà u stress internu
A vibrazione di frequenza naturale strutturale elimina u stress di trasfurmazioni di materiale
Disegnu di colonna d'alta rigidità di grande area cù muru pienu, migliurà in modu efficace a rigidità è a precisione statica è dinamica
Unità à vite di rinfriscamentu cavu à trè assi
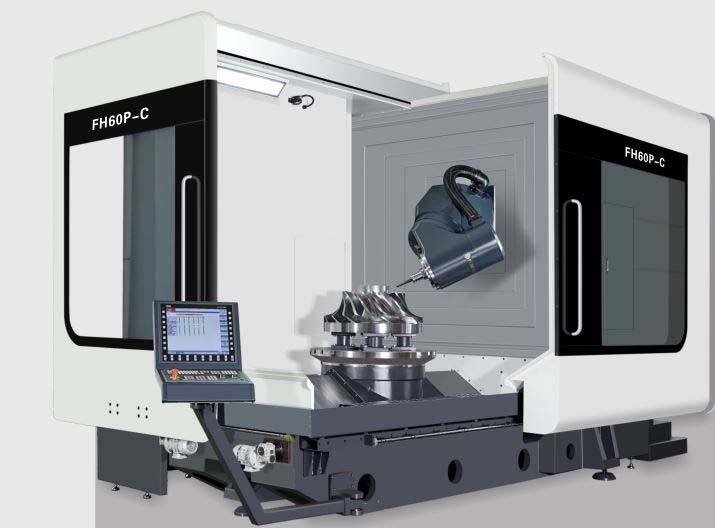
Testa di fresatura oscillante CNC (asse B)


Funzioni di cuncepimentu
Catena di trasmissione zero di u mutore DD integratu senza design di backlash
Alte caratteristiche di accelerazione
A distanza più corta trà u puntu di u nasu di l'utensile di u spindle è u puntu di supportu strutturale rende a massima rigidità di taglio.
I cuscinetti YRT più grandi aumentanu a rigidità
Dotatu di sistema di misurazione di codificatore rotativu HEIDENHAIN d'alta precisione, cuntrollu in ciclu cumpletamente chjusu per assicurà a megliu precisione
Disegnu di u sistema di rinfrescamentu di u fusu è di l'asse B per riduce u trasferimentu di calore
Tavola rotativa (assi C)

Funzioni di cuncepimentu
Catena di trasmissione zero di u mutore DD integratu senza design di backlash
Alte caratteristiche di risposta di accelerazione è decelerazione
I cuscinetti YRT più grandi aumentanu a rigidità
Grande coppia di guida nominale, posizionamentu è trasfurmazioni cù u posizionamentu di a tavola è u dispusitivu di serratura
Soddisfà i dui bisogni di trasfurmazioni di fresatura è fresatura-tornitura, riduce a manipulazione di pezzi è migliurà a precisione di u produttu
Dotatu di sistema di misurazione di codificatore rotativu HEIDENHAIN d'alta precisione, cuntrollu in ciclu cumpletamente chjusu per assicurà a megliu precisione
Disegnu di u sistema di raffreddamentu per riduce u trasferimentu di calore
Setter d'arnesi elevabile

Funzioni di cuncepimentu
Equipatu di Ransishaw NC4F230 senza cuntattu cù l'utillita laser per una precisione più alta
Impostazione automatica di l'utensili nantu à a macchina, aghjurnamentu automaticu di a compensazione di l'utensili
U dispusitivu di stallazione di strumentu pò esse alzatu è calatu per salvà u spaziu di a superficia di trasfurmazioni
U disignu di lamiera cumplettamente sigillata pruteghja u setter di l'utensili da l'acqua è a limatura di ferru durante a trasfurmazioni
Sonda infrarossa
Funzioni di cuncepimentu
Dotatu di sonda di toccu ottica Ransishaw OMP60
L'allineamentu di i pezzi di travagliu è l'ispezione di dimensioni in macchina, riduce l'errori di ispezione manuale, migliurà a precisione di u produttu è l'efficienza di trasfurmazioni
90% di risparmiu in u tempu di assistenza in macchina
Lamina di prutezzione di sicurità